illuminazione industriale impermeabile
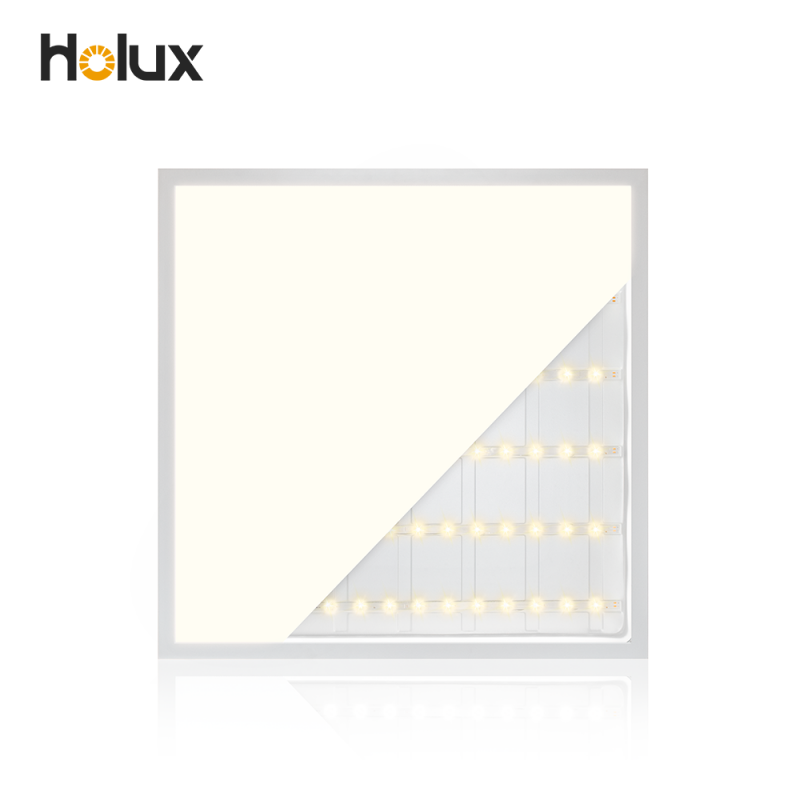
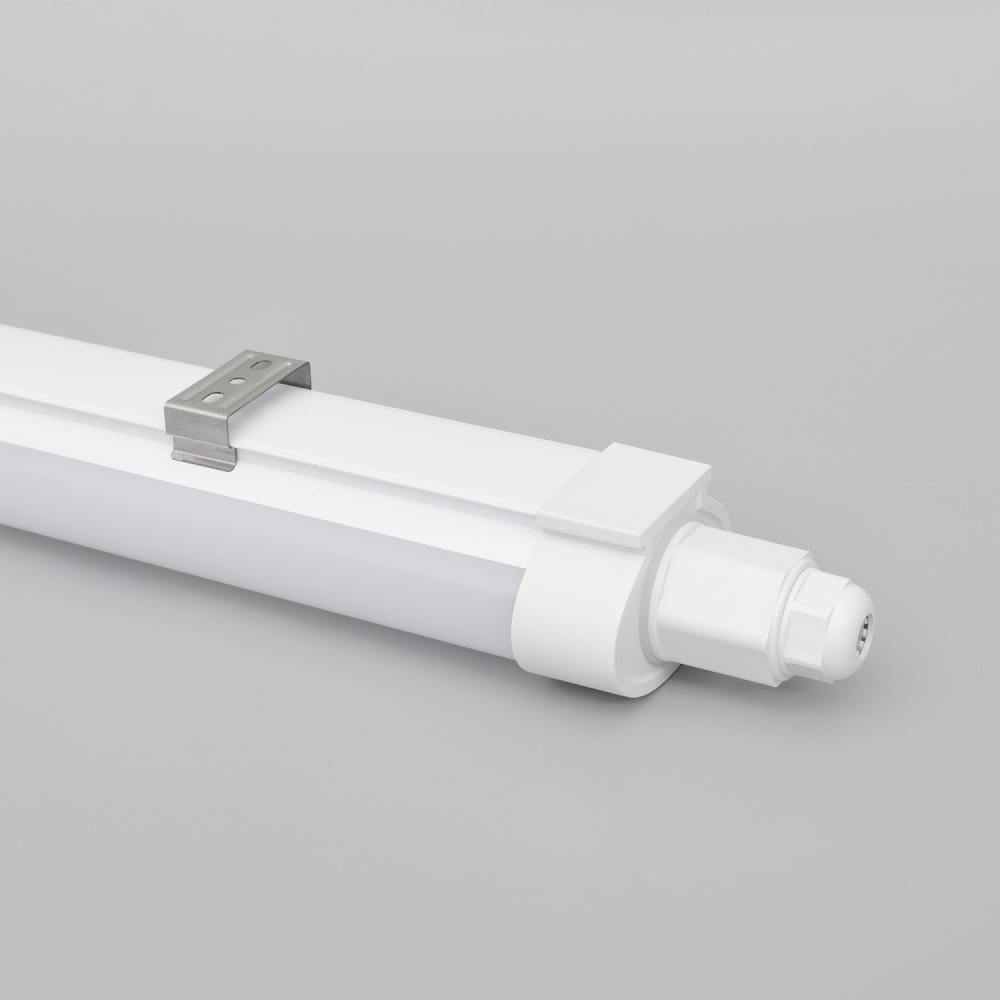
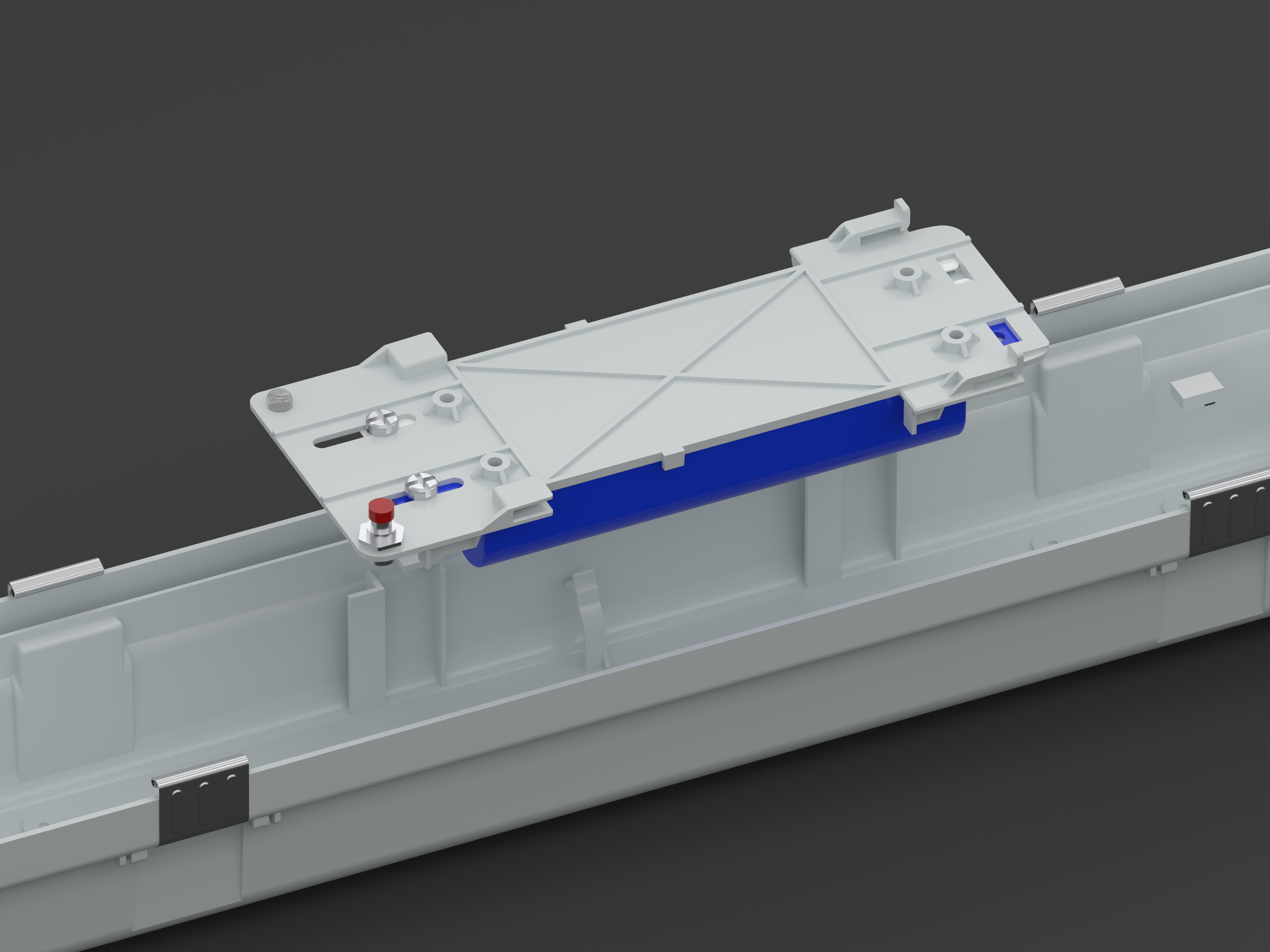
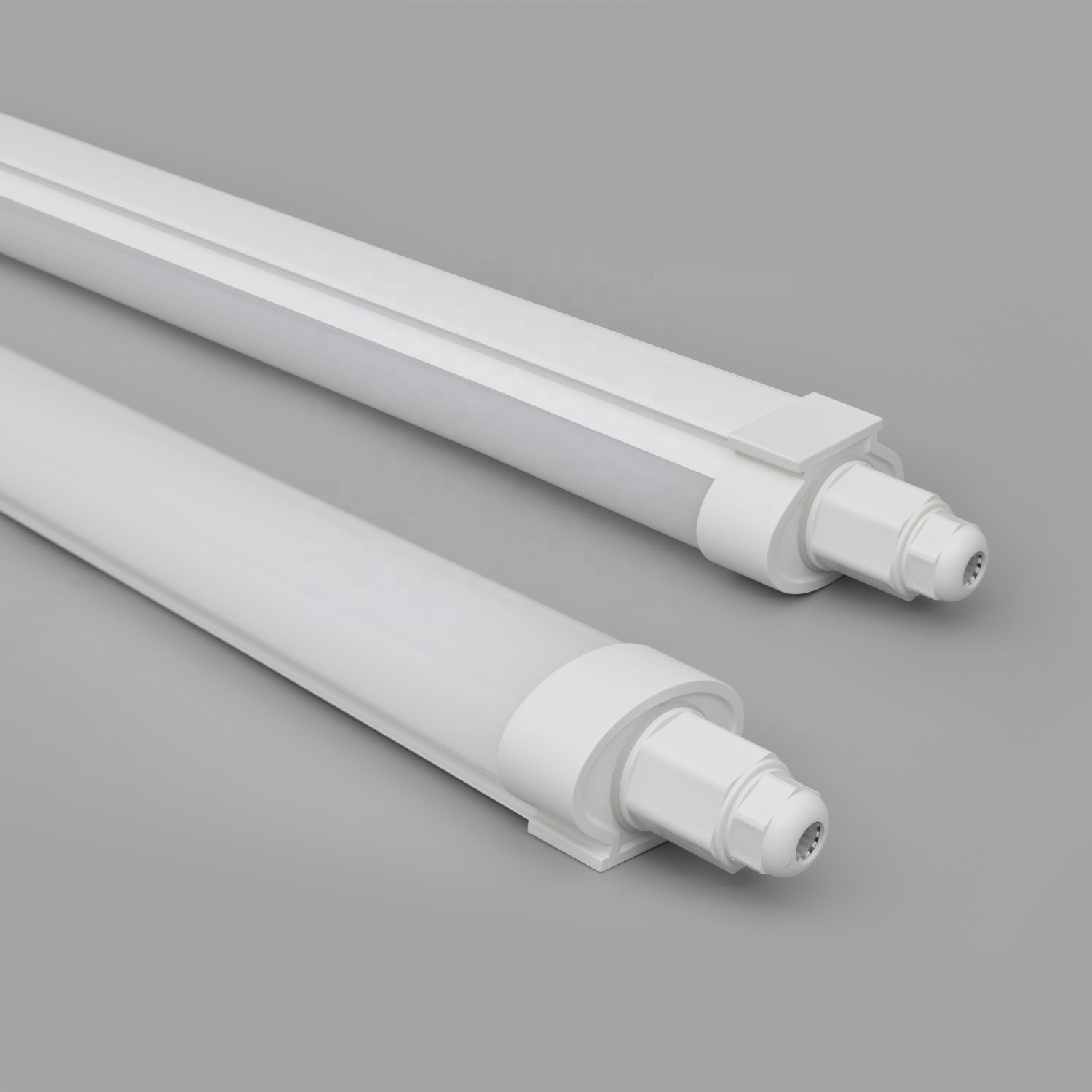
L'illuminazione industriale impermeabile rappresenta un componente fondamentale negli impianti produttivi moderni, nei magazzini, negli stabilimenti di lavorazione alimentare e negli ambienti industriali esterni, dove l’esposizione all’umidità, alla polvere e a condizioni estreme è inevitabile. Queste soluzioni illuminotecniche specializzate sono progettate per resistere a contesti operativi particolarmente impegnativi, garantendo al contempo un’illuminazione costante e affidabile che migliora la sicurezza sul luogo di lavoro e la produttività. La funzione principale dell’illuminazione industriale impermeabile è fornire una luce intensa e affidabile in aree in cui i normali apparecchi di illuminazione verrebbero compromessi dall’ingresso di acqua, dall’umidità, dall’esposizione a sostanze chimiche o da temperature estreme. Tali apparecchi integrano tecnologie avanzate di tenuta stagna, materiali di involucro resistenti e componenti elettrici robusti, appositamente concepiti per applicazioni esigenti. Le caratteristiche tecnologiche dell’illuminazione industriale impermeabile includono elevati gradi di protezione contro l’ingresso di corpi solidi e liquidi (Ingress Protection, IP), tipicamente IP65 o superiori, che garantiscono una protezione totale contro la penetrazione della polvere e una resistenza a getti d’acqua potenti provenienti da qualsiasi direzione. Gli attuali apparecchi di illuminazione industriale impermeabile utilizzano la tecnologia LED, offrendo un’eccellente efficienza energetica rispetto alle tradizionali soluzioni fluorescenti o a incandescenza, con alcuni modelli in grado di raggiungere risparmi energetici fino all’80%. Le applicazioni dell’illuminazione industriale impermeabile spaziano in numerosi settori, tra cui gli impianti di produzione automobilistica, i laboratori farmaceutici, gli impianti di stoccaggio a freddo, i moli di carico esterni, le stazioni di lavaggio auto, gli ambienti marini, le strutture agricole e gli impianti di lavorazione chimica. Questi apparecchi presentano spesso involucri in policarbonato o alluminio resistenti agli urti, in grado di sopportare gli shock fisici e le vibrazioni comuni negli ambienti industriali. Avanzati sistemi di gestione termica assicurano prestazioni ottimali dei LED e una durata operativa prolungata, spesso superiore a 50.000 ore di funzionamento continuo. Molti sistemi di illuminazione industriale impermeabile integrano controlli intelligenti, funzioni di regolazione della luminosità (dimming) e sistemi di emergenza di riserva, per soddisfare specifici requisiti operativi e normative di sicurezza vigenti nei diversi settori industriali e nelle varie aree geografiche.