éclairage industriel étanche
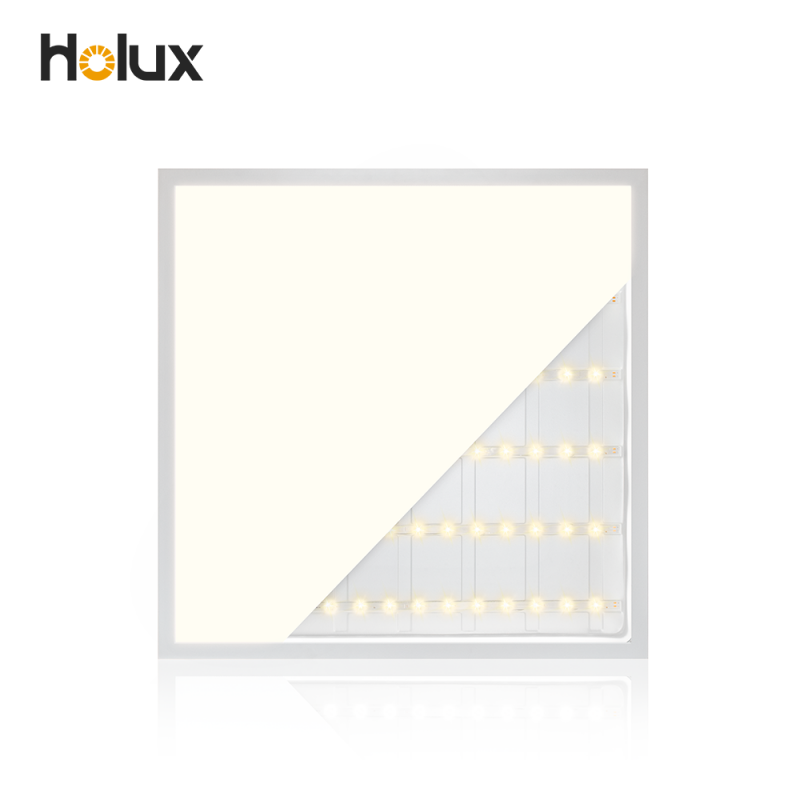
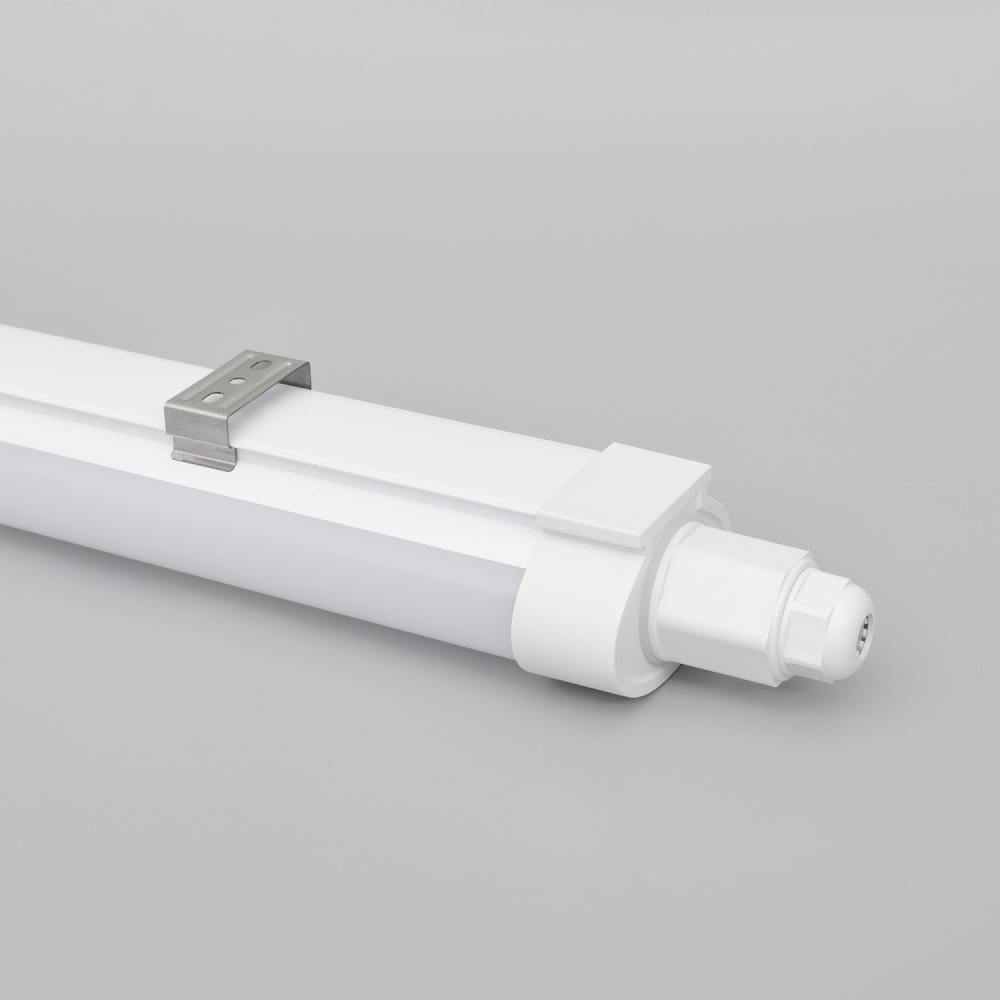
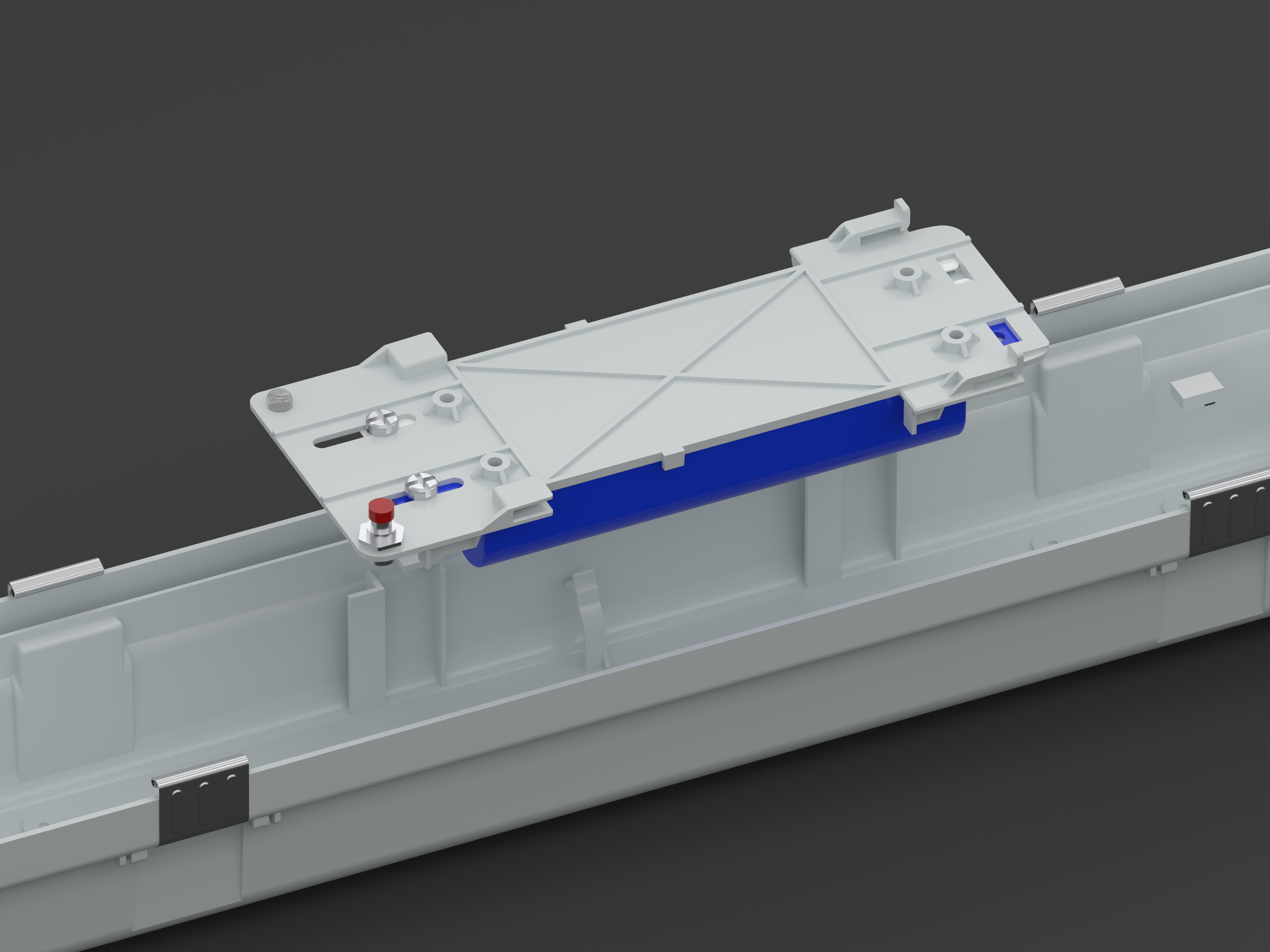
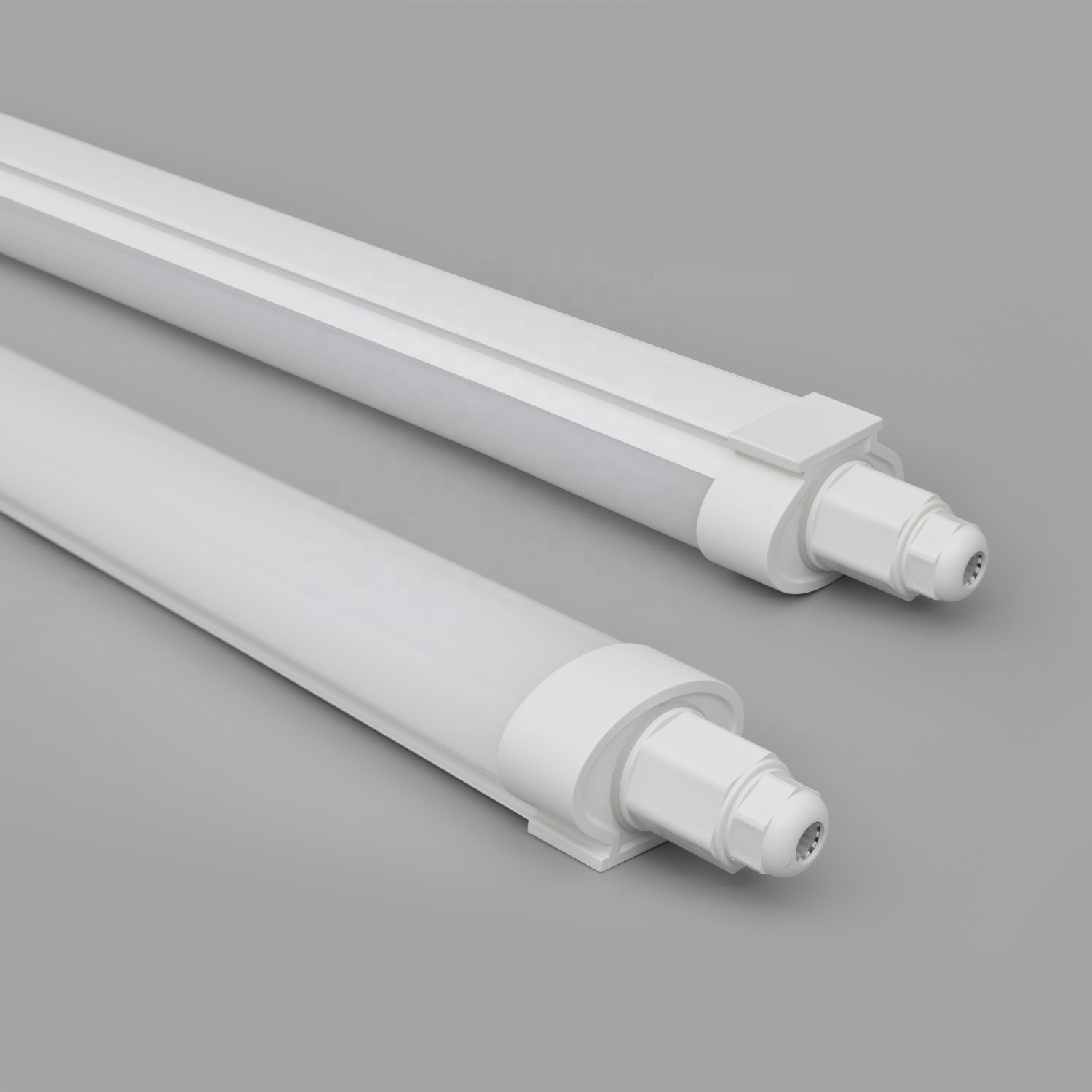
L'éclairage industriel étanche constitue un élément essentiel dans les installations de fabrication modernes, les entrepôts, les usines de transformation alimentaire et les environnements industriels extérieurs, où l'exposition à l'humidité, à la poussière et à des conditions sévères est inévitable. Ces solutions d'éclairage spécialisées sont conçues pour résister à des environnements opérationnels exigeants tout en assurant un éclairage constant et fiable, améliorant ainsi la sécurité et la productivité sur le lieu de travail. La fonction principale de l'éclairage industriel étanche est de fournir une lumière vive et fiable dans des zones où des luminaires conventionnels échoueraient en raison de l'intrusion d'eau, de l'humidité, de l'exposition aux produits chimiques ou de températures extrêmes. Ces luminaires intègrent des technologies d'étanchéité avancées, des matériaux de boîtier durables et des composants électriques robustes, spécifiquement conçus pour des applications exigeantes. Les caractéristiques technologiques de l'éclairage industriel étanche comprennent des indices de protection élevés (IP), généralement IP65 ou supérieurs, garantissant une protection totale contre la pénétration de poussière et une résistance aux jets d'eau puissants provenant de n'importe quelle direction. Les unités modernes d'éclairage industriel étanche utilisent la technologie LED, offrant une efficacité énergétique supérieure à celle des options fluorescentes ou à incandescence traditionnelles, certains modèles permettant des économies d'énergie allant jusqu'à 80 %. Les applications de l'éclairage industriel étanche couvrent de nombreux secteurs, notamment les usines de fabrication automobile, les laboratoires pharmaceutiques, les installations de stockage frigorifique, les quais de chargement extérieurs, les stations de lavage automobile, les environnements marins, les installations agricoles et les usines de traitement chimique. Ces luminaires sont souvent dotés de boîtiers en polycarbonate ou en aluminium résistant aux chocs, capables de supporter les chocs physiques et les vibrations courants dans les environnements industriels. Des systèmes avancés de gestion thermique assurent des performances optimales des LED et une durée de vie opérationnelle prolongée, dépassant souvent 50 000 heures d'utilisation continue. De nombreux systèmes d'éclairage industriel étanche intègrent des commandes intelligentes, des fonctions de gradation et des fonctions de secours d'urgence afin de répondre aux exigences opérationnelles spécifiques et aux réglementations en matière de sécurité applicables dans différents secteurs et zones géographiques.