iluminação industrial à prova d'água
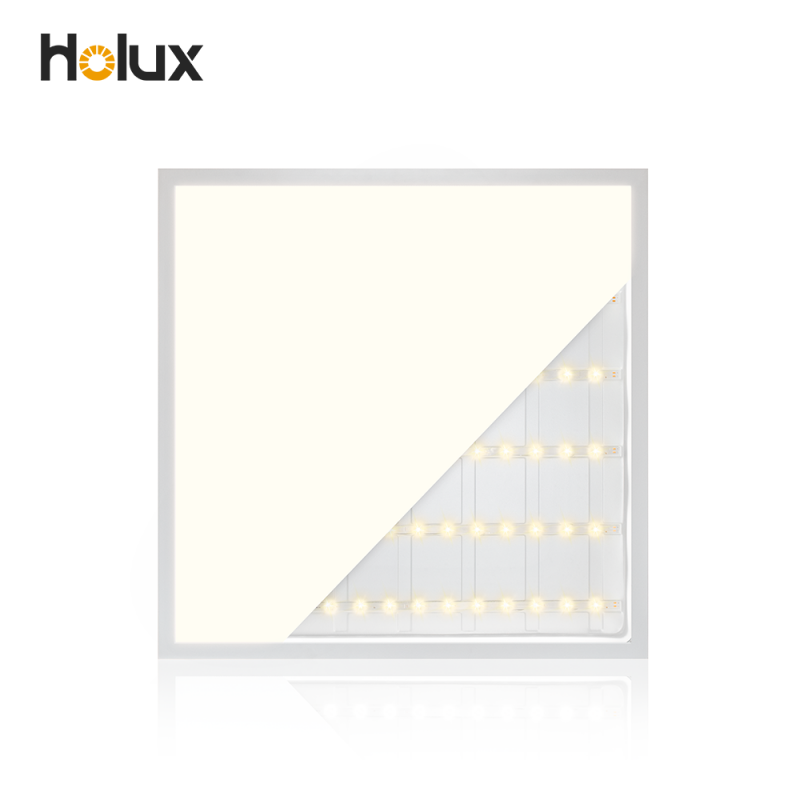
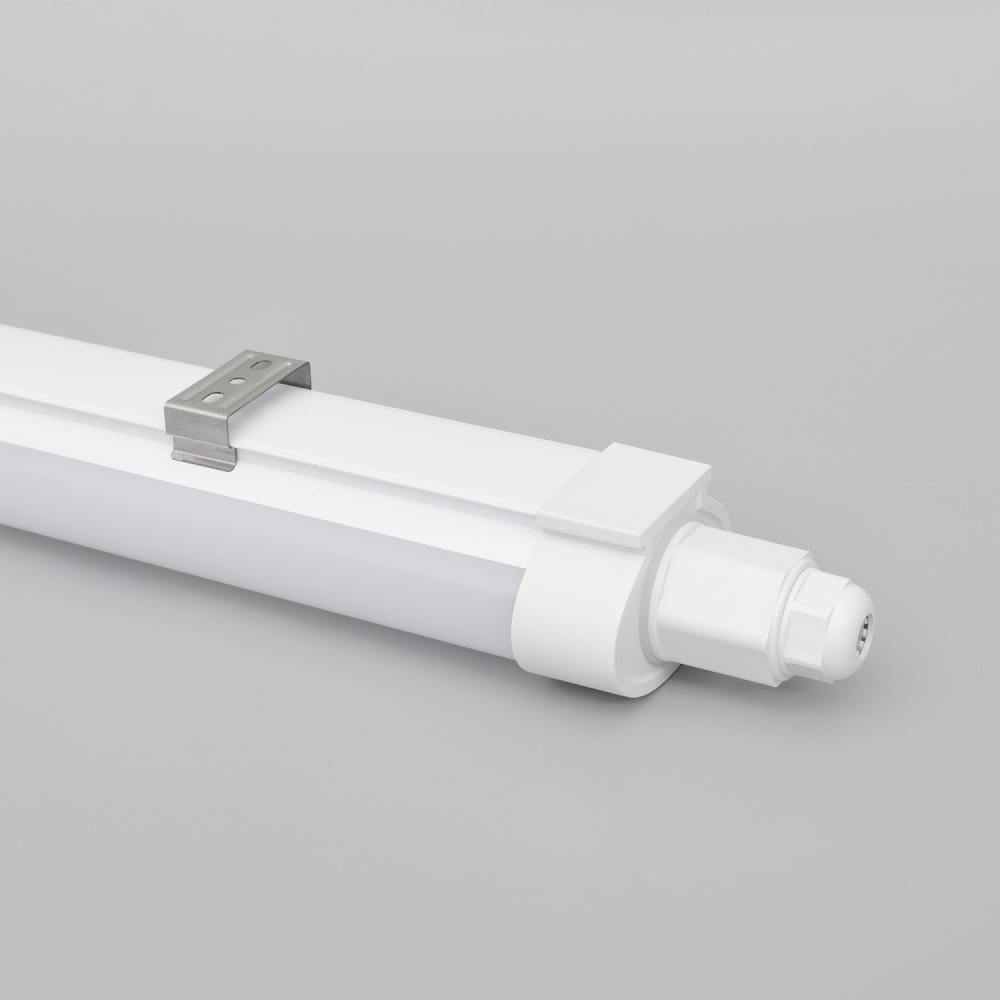
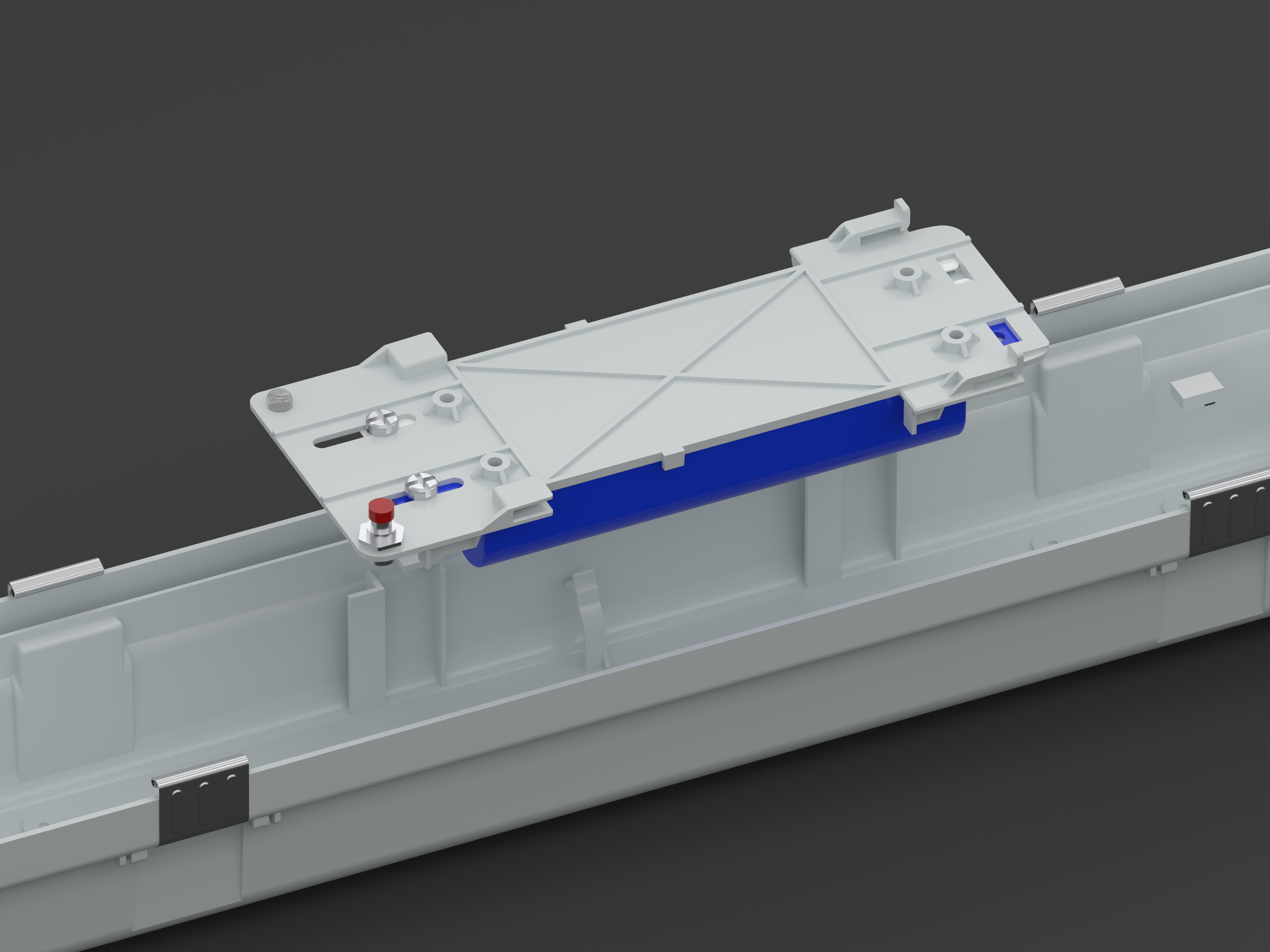
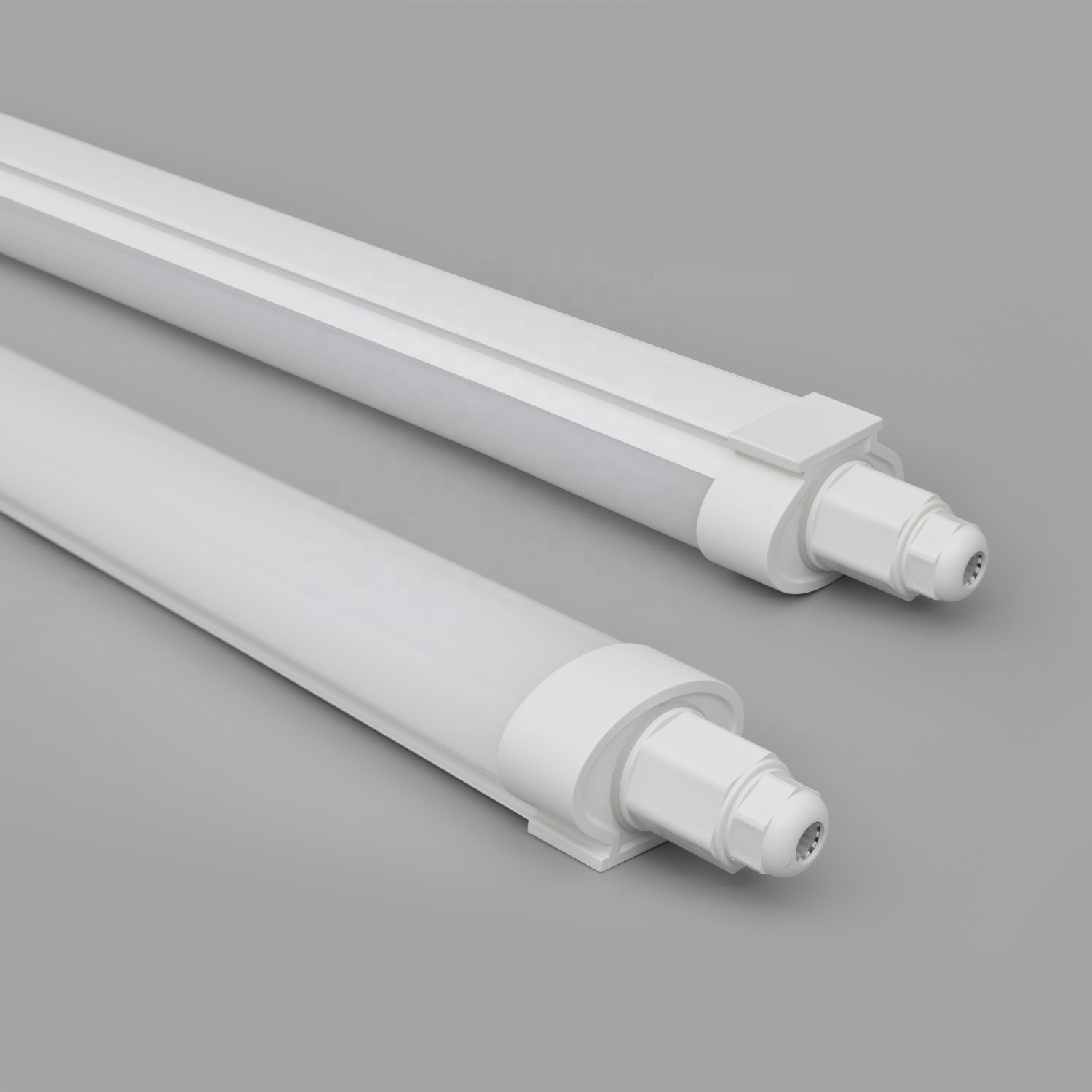
A iluminação industrial à prova d'água representa um componente crítico nas instalações modernas de manufatura, armazéns, fábricas de processamento de alimentos e ambientes industriais externos, onde a exposição à umidade, poeira e condições adversas é inevitável. Essas soluções especializadas de iluminação são projetadas para suportar ambientes operacionais desafiadores, ao mesmo tempo em que fornecem iluminação consistente e confiável, melhorando a segurança no local de trabalho e a produtividade. A função principal da iluminação industrial à prova d'água é fornecer luz intensa e confiável em áreas onde luminárias convencionais falhariam devido à entrada de água, umidade, exposição química ou temperaturas extremas. Essas luminárias incorporam tecnologias avançadas de vedação, materiais duráveis para as carcaças e componentes elétricos robustos, projetados especificamente para aplicações exigentes. As características tecnológicas da iluminação industrial à prova d'água incluem altas classificações de Proteção contra Ingresso (IP), normalmente IP65 ou superior, o que garante proteção total contra penetração de poeira e resistência a jatos potentes de água vindos de qualquer direção. As unidades modernas de iluminação industrial à prova d'água utilizam tecnologia LED, oferecendo eficiência energética superior em comparação com opções tradicionais fluorescentes ou incandescentes, com alguns modelos alcançando até 80% de economia de energia. As aplicações da iluminação industrial à prova d'água abrangem diversos setores, incluindo fábricas de automóveis, laboratórios farmacêuticos, instalações de armazenamento refrigerado, docas de carga externas, estações de lavagem de veículos, ambientes marítimos, instalações agrícolas e fábricas de processamento químico. Essas luminárias frequentemente apresentam carcaças em policarbonato ou alumínio resistentes a impactos, capazes de suportar choques físicos e vibrações comuns em ambientes industriais. Sistemas avançados de gerenciamento térmico asseguram o desempenho ideal dos LEDs e uma vida útil operacional prolongada, muitas vezes superior a 50.000 horas de uso contínuo. Muitos sistemas de iluminação industrial à prova d'água incorporam controles inteligentes, capacidade de regulagem de intensidade luminosa (dimming) e funções de backup de emergência para atender aos requisitos operacionais específicos e às normas de segurança vigentes em diferentes setores e regiões geográficas.