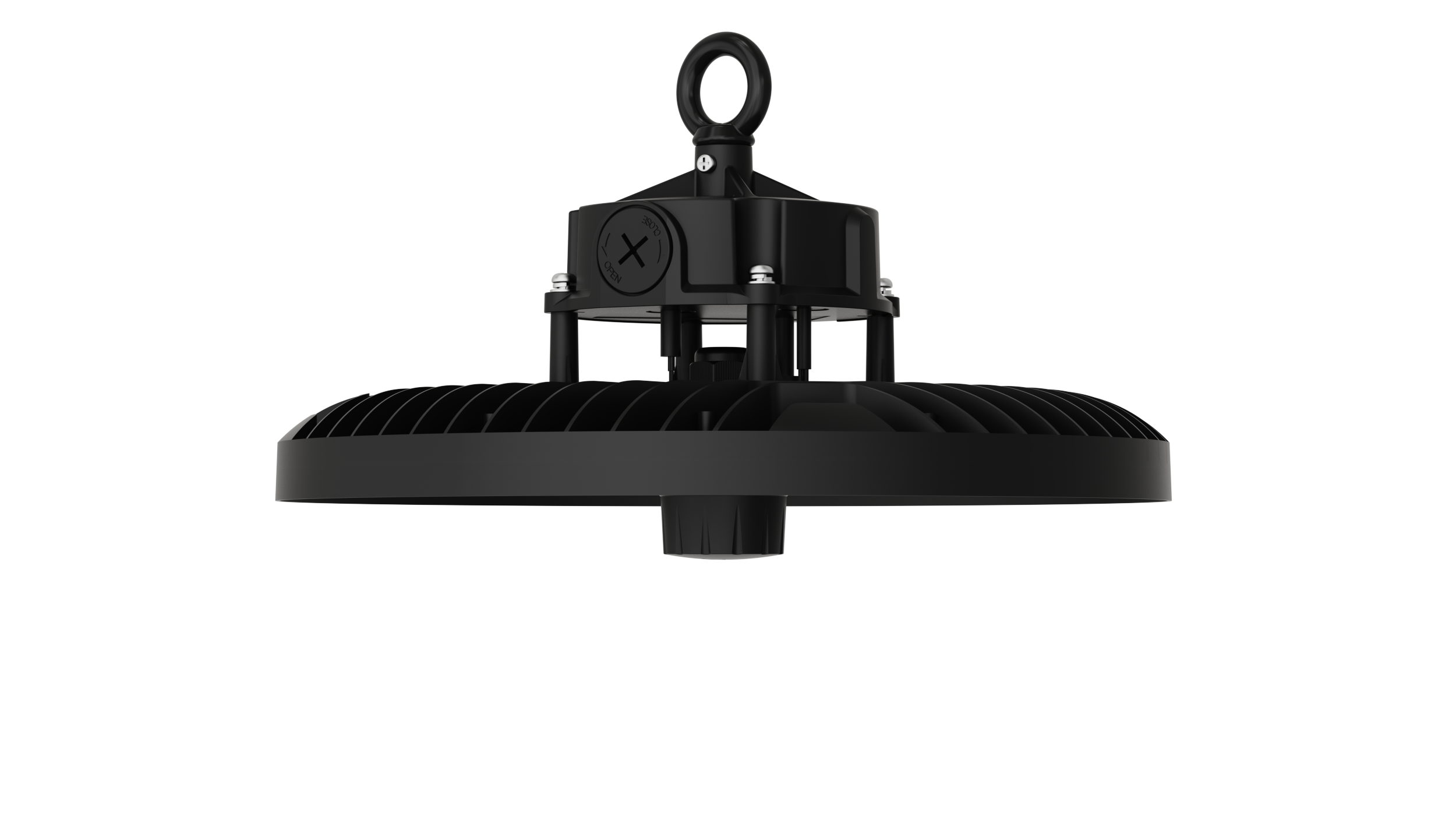
enec approved high bay
The ENEC approved high bay is a professional-grade lighting solution engineered for large indoor spaces that require powerful, reliable, and energy-efficient illumination. ENEC, which stands for European Norms Electrical Certification, is a mark of quality and safety compliance recognized across Europe and beyond. When a high bay luminaire carries the ENEC approval, it signals that the product has been independently tested and verified to meet rigorous European safety and performance standards. This certification gives facility managers, electrical contractors, and procurement teams the confidence that the product they are installing is both safe and dependable. The ENEC approved high bay is designed primarily for environments with ceiling heights ranging from 6 meters to over 20 meters. These include warehouses, manufacturing plants, logistics centers, sports halls, large retail spaces, and industrial facilities. In these settings, conventional lighting often falls short in terms of coverage, brightness, and longevity. The ENEC approved high bay addresses all of these challenges with a combination of advanced LED technology, precision optics, and robust thermal management systems. At its core, the ENEC approved high bay uses high-efficiency LED chips that deliver exceptional lumen output while consuming significantly less energy than traditional metal halide or fluorescent high bay fixtures. The optical design typically incorporates wide-angle or narrow-angle beam options, allowing the light to be distributed precisely where it is needed most. Smart control compatibility is another key technological feature, enabling integration with daylight harvesting sensors, occupancy detectors, and DALI or 0-10V dimming systems. The housing of the ENEC approved high bay is usually constructed from die-cast aluminum, which provides excellent heat dissipation and ensures the longevity of the LED components. Many models carry an IP65 rating, making them suitable for dusty or humid environments. With a typical lifespan exceeding 50,000 hours and a high Color Rendering Index, the ENEC approved high bay delivers consistent, high-quality light that supports worker productivity, safety, and visual comfort across a wide range of demanding applications.